鋼套鋼保溫鋼管安裝技術的基本要求����。
1、嚴格執(zhí)行施工管線質(zhì)量驗收規(guī)范����。
2�����、在管道安裝前���,仔細檢查管道規(guī)格、材料����、設計是否符合要求,按照除銹�、刷油、管道污垢���、除銹的規(guī)定��。
3��、鋼套鋼保溫鋼管的安裝原理:先大后小;先負責��,后分支;先上,然后降低�����。
4���、水系統(tǒng)的低點處設有排水閥���,高點處設有自動排水閥。
5�����、管道安裝應遵循“大���、小、先上��、下�����、先出”的原則����。
6、管道安裝完成后����,按設計要求進行水壓試驗���。
、鋼套鋼保溫鋼管管道焊接方法:
1�、在鋪設和標注的基礎上,按照整流管材料�����、切割材料�、坡口、分組����、焊接、清除焊渣的程序進行焊管施工��。
2���、溝槽加工及清洗:切割溝槽的管道����,一般采用氧乙炔火焰切割����、氣割后完成��,用銼刀將氧化鐵清除干凈的管口���。小直徑管道盡可能地由砂輪切割。將斜角兩側20mm范圍內(nèi)的油����、銹、水去除�����,保證金屬光澤��,保證邊坡表面的缺陷�,去除邊坡內(nèi)外�����。
3�����、在使用焊條和焊劑之前,應按說明書進行干燥�����,并在使用過程中保持干燥��。
4��、焊接施工應嚴格按照焊接作業(yè)指導書進行��。焊接設備使用前必須進行檢驗��,不合格的設備嚴禁進入施工現(xiàn)場��。在焊接過程中進行自檢����、互檢,做好焊接質(zhì)量的過程控制�����。
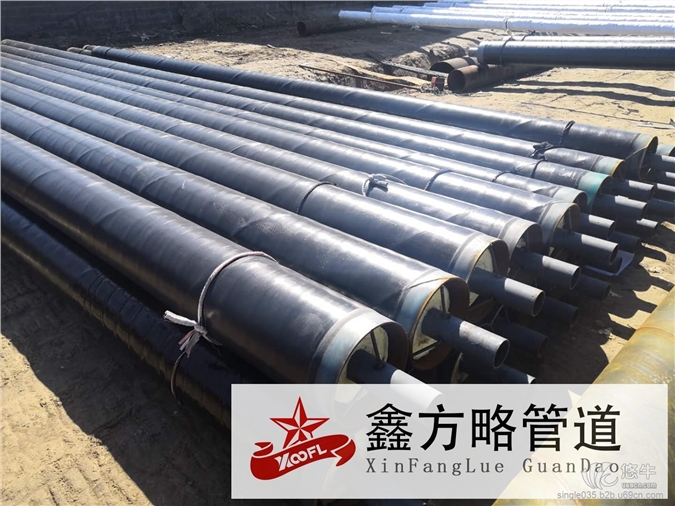
鋼套鋼保溫鋼管的安裝技術要求
5���、組口前焊接:管道對接焊接接頭����,要實現(xiàn)內(nèi)平,錯誤的側壁不能超過標準�����。管組對接固化應由焊接相同管道的焊工進行���。對接固化的電極或?qū)Ь€應與正規(guī)焊接的電極或?qū)Ь€相同�。點焊長度為10-15mm���,高度為2-4mm�����,應大于壁厚的2/3���。管道焊縫表面無裂紋、孔洞和夾渣�。當管道和配件固定時��,焊區(qū)域不受惡劣環(huán)境(風雨)的影響。
6��、防止彈坑裂紋��,多層焊接實現(xiàn)夾層接頭錯開�����。每個焊縫都應盡快完成�����。當焊縫被打斷時�����,應及時采取防止裂紋的措施�,確保在繼續(xù)焊接之前沒有裂紋。
7����、連接管道時,不允許進行強對準���,特別是在與設備連接螺栓松動時��,且對準部分應在正確的位置����。
8、清理焊縫表面的焊渣���,檢查焊縫表面是否有氣孔�����、裂紋����、夾雜物等焊接缺陷���。如果存在缺陷���,應及時進行維修和維修記錄。